


Лінія высокачашчыннага зварачнага завода



Апісанне Прадукта
HВысокачастотная вытворчая лінія зварных труб з прамым швом у асноўным выкарыстоўваецца для вытворчасці электразварных сталёвых труб з φ60~φ219 мм і таўшчынёй сценкі 2,0~6,0 мм, а таксама можа вырабляць квадратныя і прастакутныя трубы і трубы спецыяльнай формы, якія не перавышаюць дыяпазон круглых труб.Трубы API 5L могуць вырабляцца пазнейшляхам дадання неабходнага абсталявання.Вытворчая лінія распрацавана і выраблена на аснове пераварвання і паглынання падобнага абсталявання ў краіне і за мяжой, у спалучэнні з нацыянальнымі ўмовамі маёй краіны, смелых інавацый і ўважлівага прыслухоўвання да меркаванняў карыстальнікаў.Абсталяванне эканамічнае, надзейнае і стабільнае.
Асноўны параметр
| Низкоуглеродистая сталь і низколегированная сталь | σB≤520mpa σS≤345mpa | |
| Сталёвая шпулька | ўнутраны дыяметр | φ650-φ710 мм (будзе вызначана) |
| Вонкавы дыяметр | φ1100-φ2000 мм | |
| Вага рулона | ≤15 тон | |
| Шырыня паласы | 190-690 мм | |
| Электрычная ўстаноўленая магутнасць | каля 1200KVA | |
| Ёмістасць сціснутага паветра | 2 м3/мін 4-7 кг/см2 | |
| Ёмістасць астуджальнай вадкасці | 50 тон/гадзіну | |
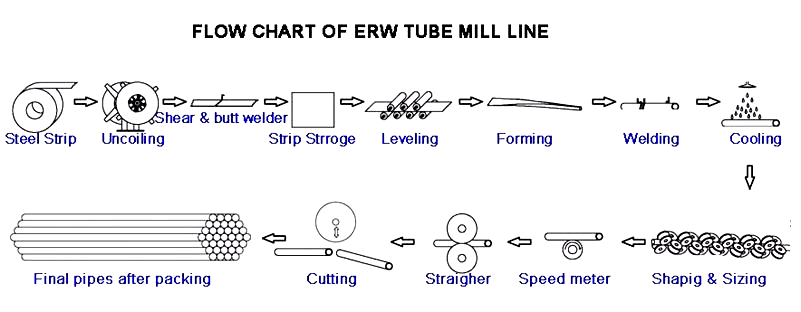
Вытворчы працэс
Размотка → прамая галоўка, выраўноўванне шчыпком → зрух стыковай зваркі → петля → фармоўка, высокачашчынная зварка, выдаленне задзірын, папаўненне цынку ў рэжыме он-лайн, астуджэнне, памер, чарнавая праўка → памер лятучай пілы → агляд і збор → упакоўка → Узважванне → Маркіроўка → Захоўванне
Лінія для зварачных трубсклад і асноўныя параметры кожнай машыны
1.Каляска для кармлення
| Выкарыстанне | Ён выкарыстоўваецца для прыёму рулона паласы, транспарціроўкі яго да размотчыка і падняцця рулона паласы ў цэнтр галоўкі шпулькі | ||
| Структура | Ён складаецца з матэрыяльнай стойкі, механізму перамяшчэння, алейнага цыліндру, накіроўвалай рэйкі і г.д. | ||
| Ёмістасць | ≤15T | Трымайся | Гідраўлічны |
| Рэжым руху | Рухавік з циклоидным прывадам рэдуктара | ||
2.Разматывальнік
| Выкарыстанне | Для падвешвання і падтрымкі рулонаў паласы для забеспячэння сыравінай для вытворчых ліній | |||
| Ёмістасць | ≤15T | Спосаб тармажэння | Пнеўматычны тормаз, кіраванне электрамагнітным клапанам | |
| Размотвальнік | Гідраўлічнае пашырэнне і звужэнне | Гідраўлічнае пашырэнне і звужэнне з адным конусам | ||
3.Выпростванне машыны
| Выкарыстанне | Выкарыстоўваецца ў спалучэнні з размотчыкам, галоўка сталёвай паласы выцягваецца з размотчыка і адпраўляецца на выраўноўвальную машыну для выраўноўвання | ||
| Структура | Прылада прэс-валка, прылада рыдлёўкі, прылада прамой галоўкі | ||
| Шырыня | 190-690 мм | Дыяметр | φ1100-φ2000 мм |
4.Pinch падачы і выраўноўвання машыны
| Выкарыстанне | Выраўноўванне сталёвай паласы ад размоткі і правільнай машыны ў галаве і хвасце і дастаўка сталёвай паласы да машыны для стыковай зваркі | ||
| Структура | Кампазіцыя з прыціскнога валіка, выраўноўвальнага валіка і трансмісійнага прылады | ||
| Шырыня | 190-690 мм | Дыяметр | φ1100-φ2000 мм |
Трубны млын Лінія нарыхтоўкі






